您当前的位置:首页 > T/CWAN 0113-2025 钛及钛合金激光焊接用型材 > 下载地址1
T/CWAN 0113-2025 钛及钛合金激光焊接用型材
- 名 称:T/CWAN 0113-2025 钛及钛合金激光焊接用型材 - 下载地址1
- 类 别:团体标准规范
- 下载地址:[下载地址1]
- 提 取 码:
- 浏览次数:3
 发表评论 加入收藏夹 错误报告目录
发表评论 加入收藏夹 错误报告目录| 新闻评论(共有 0 条评论) |
资料介绍
《钛及钛合金激光焊接用型材》(T/CWAN 0113-2025)标准主要内容总结
一、标准概述
该标准由中国焊接协会提出并归口,由洛阳船舶材料研究所等20余家单位共同起草,主要规定了钛合金激光焊接型材的技术要求、检验方法和规则等内容。标准适用于激光填丝焊、激光-MIG复合焊等多种激光焊接方法使用的钛合金型材。
二、适用范围
- 适用于焊透型钛合金激光焊接型材
- 涵盖激光填丝焊、激光-MIG复合焊、激光-GTAW复合焊、双激光电弧复合焊等焊接方法
- 适用于TA5、TC4、TC4ELI三种牌号的钛合金型材
三、材料要求
1. 牌号与规格
- 三种牌号:TA5、TC4、TC4ELI
- 供应状态:均为退火态(M)
- 规格范围:
- 高度(H):30-300mm
- 宽度(B):30-300mm
- 厚度(a、b):3-40mm
- 长度(L):≤6000mm
2. 化学成分
- 板材化学成分需符合GB/T 3620.1和GB/T 3620.2规定
- 主要成分及杂质含量限值详见标准表2
四、型材技术要求
1. 截面形状
- 标准规定为H字型(工字型)截面形状
2. 尺寸公差
-
截面特征尺寸允许偏差(表3):
- B、H尺寸偏差:±1.0mm至±3.0mm(随尺寸增大而增加)
- a、b厚度偏差:±0.4mm至±0.9mm(随厚度增加而增加)
-
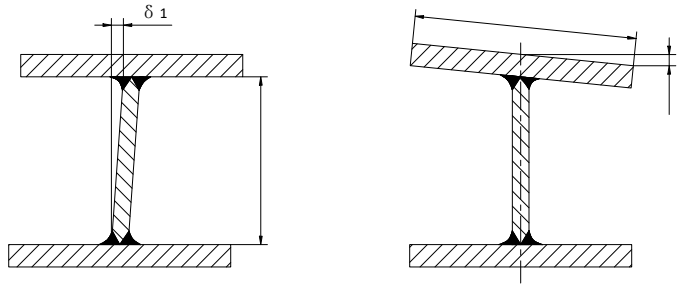
形位公差(表4):
- 腹板垂直度:≤2%h且不大于1.5-2.5mm
- 面板平行度:≤2%B且不大于1.5-2.5mm
-
直线度及扭曲度:每米不大于3mm

-
长度允许偏差:0~+15mm
3. 焊接要求
- 角焊缝必须焊透
- 焊脚高度不低于腹板和面板较薄板厚的0.7倍
- 焊缝检测要求(表5):
- 目视检测:无裂纹、咬边、夹渣等缺陷,表面只允许银白色和淡黄色
- 渗透检测:NB/T 47013.5-2015 I级合格
- 射线检测(a≤8mm):NB/T 47013.2-2015 I级合格
- 超声检测(a>8mm):NB/T 47013.3-2015 I级合格
4. 焊材匹配
- TA5型材配TA28焊丝
- TC4和TC4ELI型材配TC3焊丝
- 焊材标准:GB/T 3623
5. 力学性能
- 接头力学性能由焊接工艺评定确定或双方协商确定
6. 外观质量
- 允许局部不超出厚度允差的划痕、压痕等
- 不允许存在裂纹、气孔、夹杂等缺陷
五、检验要求
1. 检验方法
- 化学成分:GB/T 4698
- 尺寸:相应精度量具
- 焊缝检测:按NB/T 47013相关部分
- 外观:目视及量具
2. 检验规则
-
组批要求:同一牌号、规格、批号、制造方法、状态和热处理炉的型材为一批
-
检验项目及取样要求(表7):
- 化学成分:可采用板材化学分析结果或型材母材取样
- 尺寸及公差:逐件检验
- 焊缝质量:逐件100%检测
- 外观质量:逐件检验
-
判定规则:
- 化学成分不合格可双倍复验,仍不合格则整批不合格
- 尺寸、外观、焊缝质量不合格则单件不合格
六、标志、包装与贮存
1. 产品标志
需包含生产厂名称、商标、牌号、规格、状态、批号、生产日期和标准编号
2. 包装运输
符合GB/T 8180规定
3. 质量证明书
需包含供方名称、产品信息、批号、检验结果、标准编号和包装日期等内容
七、引用标准
标准引用了GB/T 228.1、GB/T 3620.1、GB/T 3620.2、GB/T 3621、GB/T 3623、GB/T 4698、GB/T 6611、GB/T 8180、GB/T 38982和NB/T 47013等多个国家标准和行业标准。